 ar
ar bg
bg hr
hr cs
cs da
da nl
nl fi
fi fr
fr de
de el
el hi
hi it
it ko
ko no
no pl
pl pt
pt ro
ro ru
ru es
es sv
sv tl
tl iw
iw id
id lv
lv lt
lt sr
sr sk
sk sl
sl uk
uk vi
vi et
et hu
hu th
th tr
tr fa
fa ms
ms hy
hy ka
ka ur
ur bn
bn mn
mn ta
ta kk
kk uz
uz ku
ku
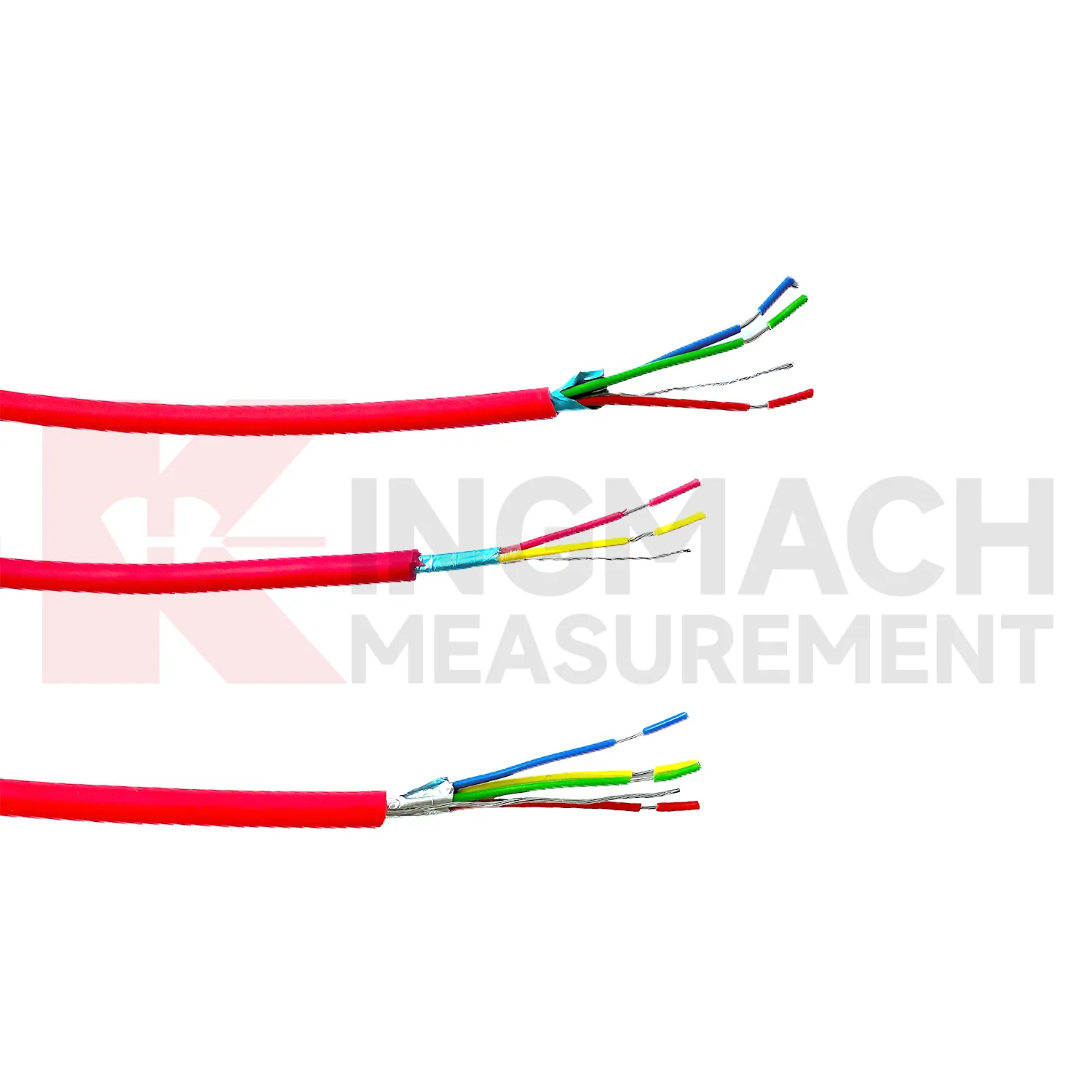
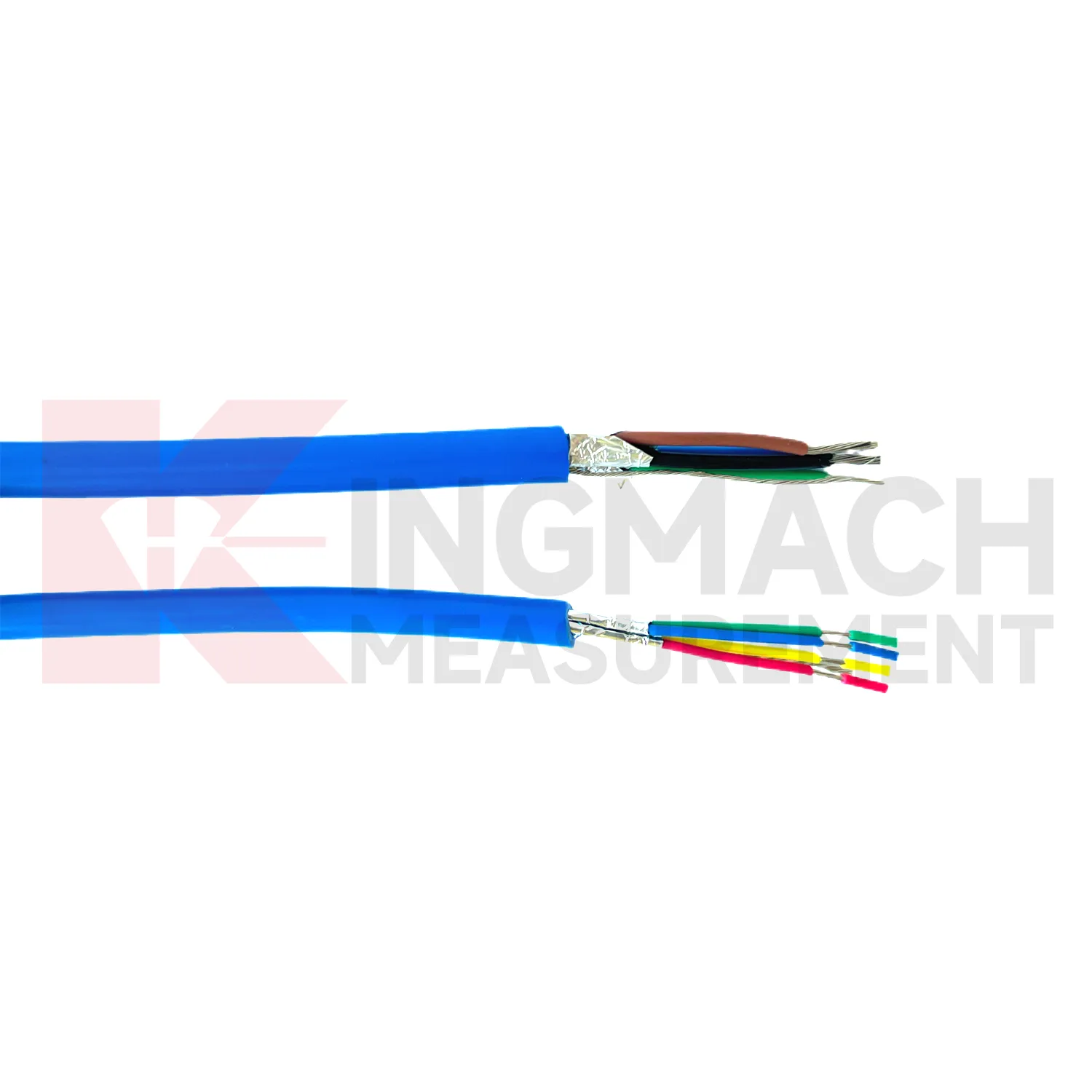
Automated Equipment Test Cable
These Kingmach Automated Equipment Test Cable are designed for compatibility with measurement equipment across structural monitoring sites. They support stable equipment connection for sensors, data recorders, cabinets, and maintenance upgrades. The product category is described as anti-interference, waterproof, moisture-proof, and wear-resistant, which matches common field demands in bridges, tunnels, slopes, buildings, dams, subgrades, foundation pits, and hydraulic structures. Rather than treating cable as a simple spare part, the category supports installation reliability, signal clarity, and longer equipment service life across monitoring networks.
Application of Automated Equipment Test Cable
Wind tower monitoring uses Kingmach Automated Equipment Test Cable to connect strain, tilt, vibration, foundation, and environmental instruments exposed to moving structures and changing weather. Cables may run inside towers, around foundations, through junction boxes, or near power equipment. Shielding helps protect weak measurement signals near electrical systems, while wear resistance helps during repeated inspection or service work. When a tower vibration or tilt record changes, the team can inspect cable fixation, connector sealing, and cabinet entry before treating the reading as a structural issue.
The future of Automated Equipment Test Cable
Digital twin projects will use Kingmach Automated Equipment Test Cable as part of the physical link between a real structure and its virtual record. A twin needs sensor data that can be traced back to known points, known channels, and known installation routes. Cable documentation will therefore become part of the model history, not merely a maintenance note. When a bridge, dam, tunnel, or building record changes, reviewers can check both structural behavior and cable condition before updating risk status or maintenance plans.
Care & Maintenance of Automated Equipment Test Cable
For hydraulic JMZX-XSX cable, maintenance should focus on sealing, pulling stress, abrasion, and wet-route protection. Check sections that pass through galleries, conduits, water-level areas, drainage channels, or submerged zones. Look for sheath wear, tight bends, stretched sections, and water tracking toward junction boxes. When replacement is needed, document the old condition and the new first stable reading. This keeps future reviewers from mistaking a cable repair effect for a change in dam, water-level, or hydraulic structure behavior.
Kingmach Automated Equipment Test Cable
Kingmach Automated Equipment Test Cable also matter during upgrades. Many projects begin with a small number of sensors, then expand when the owner adds new monitoring points or data review requirements. Cable compatibility and route documentation make that expansion easier. If the original cable records show model, core use, spare cores, delivery length, cabinet entry, and channel names, the next team can add or replace instruments with less disruption. Instrumentation cables are therefore part of the life-cycle plan for measurement systems, not only an accessory at installation. Proper cable selection can extend equipment service life and reduce operational failure rates across the whole network.
FAQ
Q: How do these cables affect online monitoring?
A: Cleaner cable input helps acquisition modules send steadier data to platforms, alarms, and trend reports.
Q: What should be recorded at handover?
A: Record model, core count, used conductors, spare conductors, route drawing, terminal numbers, and commissioning values.
Q: How should repair work be logged?
A: Write down the fault, removed section condition, new cable details, connector work, and the first stable reading afterward.
Q: Why do spare cores need records?
A: Unrecorded spare cores can confuse later expansion work or lead technicians to disturb an active channel.
Q: Can cable planning reduce site visits?
A: Yes. Clear routing, sealing, labels, and model selection help technicians locate faults without repeated trial checks.
Reviews
David Wilson
We purchased displacement transducers and settlement sensors, and the quality exceeded our expectations. Easy installation and reliable performance.
Andrew Lee
The visualization software is intuitive and powerful. It helps us analyze monitoring data efficiently.
Latest Inquiries
To protect the privacy of our buyers, only public service email domains like Gmail, Yahoo, and MSN will be displayed. Additionally, only a limited portion of the inquiry content will be shown.
Olivia***@gmail.comUnited States
Hello, we are currently sourcing high-precision strain gauges and load cells for a bridge monitoring...
Emma***@gmail.comCanada
Dear Sir/Madam, we are interested in displacement transducers and settlement sensors for a geotechni...
Related product categories
- Singlelayer Shielded Test Cable
- Multicore Shielded Test Cable
- 2core / 4core / 6core / 8core Hydrological Cable
- Corrosionresistant Hydrological Cable
- Shielded Hydrological Cable
- Multicore Hydrological Cable
- Data Transmission Cable
- Automated Equipment Test Cable
- Sensor Shielded Test Cable
- Motor Shielded Test Cable
- Signal Cables
- Test dedicated shielded wire